

We manufacture CNC aluminum parts for OEM production and repeat batch supply. CNC machined aluminum parts are produced from raw material based on customer drawings, tolerances, and 3D CAD data.
Our focus is on production components such as aluminum mounts, housings, heat sinks, manifold blocks, base plates, adapters, flanges, and brackets used in industrial equipment. These machined aluminum parts are supplied for assembly use.
We machine common aluminum grades such as 6061 and 7075 based on drawing specifications. Many buyers refer to them as aluminium machined parts in global markets.
Orders range from medium batch quantities to repeat production schedules. Custom aluminum machining is performed using CNC milling and turning. All tolerances and surface finish requirements follow the drawing.
We supply OEM CNC machined aluminum parts to customers in the USA and Europe. International shipments are handled according to agreed Incoterms.
| Category | Capability Summary |
|---|---|
| CNC Processes | Turning, 3-Axis Milling, 4-Axis Indexing, 5-Axis Positioning non-simultaneous |
| General Tolerance Range | ±0.03 to ±0.10 mm depending on feature type |
| Flatness | 0.08 to 0.15 mm per 100 mm |
| Surface Roughness | 1.6 to 3.2 µm Ra |
| Thread Standards | ISO Metric 6H / 6g, UNC / UNF Class 2A / 2B |
| Turned Part Size | Ø5 mm to Ø180 mm, Length up to 300 mm |
| Milled Part Size | 10 × 10 mm up to 600 × 400 mm |
| Sample Lead Time | Approximately 10 to 12 days |
| Production Lead Time | 15 to 25 days depending on batch size |
| Production Model | OEM batch manufacturing, repeat supply |
| Inspection | Manual gauging in-house, CMM via approved partner |
| Surface Finishing | Anodizing, Powder Coating, Electroless Nickel, Plating via partner |

Material: Aluminum alloy
Finish: Black anodized
Main Bore: Ø20 mm H7 precision machined
Threading: 4 × M5 mounting threads + 2 × M5 additional threads
Geometry: 45° internal feature with R3 radius
Dimensional Control: Bore tolerance ±0.02 mm, flatness and parallelism 0.02 mm
Surface Finish: Rz 40
Edge Condition: 0.3 × 45° chamfer
This CNC machined aluminum part was produced for industrial equipment applications requiring precision bore control and consistent surface finish. Suitable for custom CNC aluminum components used in mechanical assemblies and OEM manufacturing projects.

Material: Aluminum 6061
Overall Width: 20 mm
Overall Height: 45 mm
Manufacturing Process: CNC milling from solid block
Finish: As-machined surface
CNC machined aluminum U-channel block manufactured from solid stock with a 45 mm overall height and 20 mm width profile. The component features a deep milled cavity, cross-drilled wall holes, and a stable base section designed for mechanical positioning, clamping, and structural support applications in industrial assemblies.

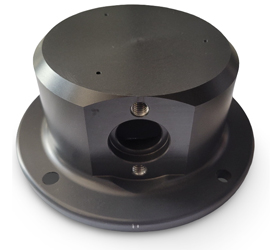
Material: Aluminum 6061-T6
Manufacturing Method: CNC turning and CNC milling.
Finish: As-machined aluminum surface
Overall Outside Diameter: Ø6.70 in (170.18 mm)
Overall Height: 2.860 in (72.64 mm)
Overall Width: 4.375 in (111.13 mm)
Large CNC turned and milled component manufactured from 6061-T6 aluminum. The CNC Part features a circular flanged top, stepped cylindrical body, central bore, and precision-machined side port. Produced from solid billet using combined turning and milling operations to achieve accurate external diameter, concentric geometry, and detailed side features.

Material: Aluminum
Manufacturing Process: CNC milling from solid block
Base Size: 90 mm × 50 mm × 8 mm
Corner Radius: 3 mm
Total Height: 48 mm
Top Section Width: 43.5 mm
Central Bore: Ø22.8 mm
Upper Holes: 2 × Ø4.5 mm, 9 mm spacing
Base Mounting Holes:
2 × Ø4 mm through holes
1 × Counterbore Ø12.3 mm with Ø6 mm inner bore
Internal Slot Width: 25 mm
Side Wall Thickness:15 mm
Internal Depth Reference: 26.7 mm
CNC machined aluminum base bracket with integrated raised support and reinforced side walls. The design combines a rigid mounting base, counterbored fixing point, and top bore interface to support precise alignment and structural stability in mechanical assemblies
CNC aluminum parts are manufactured using turning and milling operations. We support 3-axis milling, 4-axis indexing, and 5-axis positioning non-simultaneous. Secondary machining such as drilling, tapping, and manual finishing is performed when required.
CNC milling aluminum is used for structural parts, plates, brackets, and housings. CNC aluminum turned parts are produced for shafts, adapters, bushings, and cylindrical components.
The following tolerances represent our general industrial production range for machined aluminum parts. Actual values depend on geometry, material grade, and feature accessibility.
| Feature Type | General Production Range |
|---|---|
| External Diameters Turned | ±0.03 to ±0.08 mm |
| Internal Diameters Bored | ±0.03 to ±0.08 mm |
| Linear Dimensions Milled | ±0.05 to ±0.10 mm |
| Hole Position | ±0.05 to ±0.12 mm |
| Flatness | 0.08 to 0.15 mm per 100 mm |
| Parallelism / Perpendicularity | 0.05 to 0.10 mm |
| Surface Roughness | 1.6 to 3.2 µm Ra |
Critical features can be controlled tighter when specified in the drawing and technically feasible.
Threads are machined according to customer drawing and standard thread systems.
| Thread Standard | Typical Production Class |
|---|---|
| ISO Metric | 6H internal / 6g external |
| UNC / UNF | Class 2A / 2B unless specified |
| Custom Pitch | As specified in drawing |
Internal and external threads are inspected using calibrated gauges and go / no-go verification methods.
CNC machined aluminum parts size capability depends on process type and machine envelope. The following ranges represent our typical CNC machining capacity.
| Parameter | Minimum | Maximum |
|---|---|---|
| Turned Part Diameter | 5 mm | 180 mm |
| Turned Part Length | 5 mm | 300 mm |
| Milled Part Size 3-Axis | 10 × 10 mm | 600 × 400 mm |
| Wall Thickness | 1.0 mm | As design allows |
Minimum wall thickness is typically 1.0 mm. Thinner sections are evaluated based on geometry and clamping stability.
Dimensional inspection is performed using calibrated vernier calipers, micrometers, bore gauges, dial indicators, and height gauges according to feature type.
Inspection reports can be provided when specified in the order.
CMM inspection and advanced surface roughness testing are supported through approved external partners when required.
Material certification reports are supplied based on raw material documentation.
Surface finishing is supported through qualified external partners. Finishing selection depends on corrosion resistance, wear resistance, electrical performance, and cosmetic requirements.
| Finish Type | Functional Purpose |
|---|---|
| Clear Anodizing | Corrosion protection with natural aluminum appearance |
| Hard Anodizing | Increased surface hardness and wear resistance |
| Color Anodizing | Corrosion protection with cosmetic color finish |
| Powder Coating | Durable protective coating for industrial use |
| Electroless Nickel | Uniform corrosion and wear protection |
| Bead Blasting | Uniform matte surface finish |
| Electropolishing | Improved surface smoothness and appearance |
| Zinc Nickel Plating | Corrosion protection for harsh environments |
Finishing is selected based on functional requirement and environmental exposure.
Aluminum grade is selected according to customer drawing and specification. We machine commonly used industrial aluminum alloys based on buyer requirements. Raw material is sourced according to required temper condition and supplied with mill test certification when specified.
Common grades include:
| Alloy | Typical Temper | Key Property | General Use |
|---|---|---|---|
| 6061-T6 | T6 | Balanced strength and machinability | General structural and mechanical components |
| 6082-T6 | T6 | Higher strength structural grade | Structural frames and load-bearing parts in EU |
| 7075-T6 | T6 | High strength | Load-bearing and high-stress components |
| 2024-T3 | T3 | Fatigue resistance | Aerospace and cyclic load components |
| 5052-H32 | H32 | Corrosion resistance and formability | Marine and sheet-based components |
| 6063-T5 | T5 | Good surface finish | Frame and enclosure components |
Material selection affects strength, corrosion resistance, machinability, and long-term performance. Final grade is confirmed according to drawing requirement and application condition.
We manufacture custom CNC aluminum parts based on customer drawings. We do not supply standard catalog products. Every part is produced for a specific assembly.
Typical machined aluminum parts we produce include:
These CNC machined aluminum parts are supplied for industrial equipment, automation systems, and mechanical assemblies. Each part is produced according to drawing tolerances and functional requirements.
While we specialize in aluminum, we are also leading providers of brass cnc turned parts for applications requiring high conductivity and low friction.
We supply CNC aluminum parts for industrial and mechanical assemblies. Each application has different strength, tolerance, and surface finish requirements depending on operating conditions.
Engine brackets, mounting components, sensor housings, and machined structural parts produced in 6061-T6 and 7075-T6 aluminum. Parts typically require controlled dimensional stability and repeat production consistency.
Base plates, structural brackets, gearbox covers, and aluminum support components used in automated and mechanical systems. Flatness and positional accuracy are important for assembly alignment.
Heat sinks, enclosures, and connector housings machined from aluminum grades with good thermal conductivity. Surface finish and dimensional precision support proper heat dissipation and component fit.
Hydraulic manifold blocks, adapter components, and sealing surfaces requiring controlled flatness and perpendicularity. Internal passages are machined according to drawing specification.
Aluminum brackets, fittings, and structural components produced in corrosion-resistant grades such as 5052-H32 or equivalent. Surface finishing is selected based on environmental exposure.
We manufacture custom aluminum parts based on customer drawings and production requirements. Batch size depends on part geometry, weight, machining time, and assembly application. Small lightweight components may require higher quantities, while larger and heavier parts are typically produced in medium to high volumes. Each project is reviewed based on machining complexity and production planning.
We do not operate as a one-off prototype shop for 5 or 10 finished pieces. Sample parts can be provided before mass production when required. Once approved, the part moves into batch manufacturing.
Confirmed production quantity must reflect machining time, setup complexity, and part size. Batch size is determined based on technical feasibility and production efficiency.
Typical sample lead time is approximately 10 to 12 days depending on part complexity.
Standard production batches are generally completed within 20 to 25 days depending on quantity and machining requirements.
Repeat batch orders are typically processed within 15 to 20 days under normal production scheduling conditions.
Lead time is confirmed during quotation review after technical evaluation.
CNC programs are stored for repeat manufacturing. Tooling setups and fixture references are maintained to ensure dimensional consistency across batches.
Production parameters are controlled to maintain tolerance stability during repeat supply. Batch traceability is maintained according to internal production records.
Packaging is handled according to part geometry and surface finish requirements. Components are protected to prevent edge damage and surface scratches during transport.
Bulk orders are packed in controlled quantities per carton to maintain part safety and counting accuracy.
If surface finishing is applied, packaging method is adjusted to prevent coating damage during shipment.
Shipping method is selected based on order size, urgency, and agreed delivery terms.
We do not operate as a prototype-only shop for isolated development parts without production intent. Sample parts can be supplied for approval before mass production. Orders are accepted with confirmed production quantities appropriate to part size and machining time.
Tooling requirements depend on part geometry, tolerance, and production volume. Standard setups are used where possible. Complex features, thin-wall structures, or high repeat volumes may require dedicated fixtures or special tooling. Tooling requirements are confirmed during quotation review.
If a drawing revision is issued after sample approval, the updated design is reviewed for feasibility, tooling impact, and cost adjustment. CNC programs and fixtures may require modification depending on revision scope. Production proceeds only after revised specification confirmation.
Machining cost is influenced by more than material and quantity. Deep pockets, thin walls, complex contours, tight internal radii, and multiple setups increase cycle time and tooling wear. Geometry directly affects machining strategy and overall production efficiency.
Shipping method depends on order size and urgency. Small batches and sample quantities are typically shipped by air. Larger production orders are commonly shipped by sea to reduce freight cost. Packing method is selected based on part geometry and surface condition to prevent transport damage.
A physical sample can be reviewed and reproduced based on measured dimensions and identified critical features. Key dimensions are verified before batch production. Final production follows agreed drawing specifications.
To receive a quotation for custom CNC machined aluminum parts, submit your STEP file, PDF drawing, and order details.
Please confirm the following information:
All drawings are reviewed before quotation. Machining feasibility, tolerance requirements, and finishing specifications are evaluated prior to price confirmation. A formal quotation is issued with estimated lead time after technical details are verified.