Custom CNC Machining Parts Manufacturer | OEM CNC Machining Service (USA & Europe)
We are an OEM custom CNC machining parts manufacturer. CNC parts are manufactured from raw materials according to customer drawings, samples, and OEM requirements. manufacture custom CNC machined parts include Shafts, bushings, sleeves, spacers, pins, adapters, fittings, flanges, blocks, brackets, and other CNC precision parts.
Our machining capabilities include CNC turning and milling, as well as drilling, tapping, and internal & external threading according to part requirements.
We make custom precision CNC machining parts, do not maintain stock, and do not sell catalog parts. We support prototype samples, medium and high volume production, and repeat OEM orders for industrial customers.
CNC components manufactured from brass, aluminum, bronze, copper, steel, and stainless steel grades according to customer requirements.
OEM CNC machined components are supplied to customers in the USA and across European markets including Germany, France, UK, and Italy. International shipments are handled as per agreed Incoterms.
Request Quote Today for Custom CNC Machining PartsCNC Machined Parts – Quick Specs / Snapshot
| Specification | Details |
|---|---|
| CNC Processes Supported |
CNC Turning CNC Milling (3-axis) CNC Milling (4-axis indexing) 5-axis positioning (non-simultaneous) Secondary machining (manual / semi-automatic) |
| Typical CNC Work Scope |
Rotational and milled OEM components Parts requiring turning, drilling, threading, and milling operations Custom OEM machined components |
| Materials Supported |
Aluminium (6061, 6063) Stainless steel (304, 316, 202) Mild / carbon steel (EN8, EN1A, C45, IS 2062) Brass (C36000, C26000, C46400) Copper (C11000) Bronze (PB1, SAE 660) Or as per customer drawing |
| Turning Capacity | Diameter range: 5 mm to 180 mm Length depends on part geometry |
| Milling Capacity | Compact to medium-sized CNC milled parts |
| Typical Machining Tolerance | General machining tolerance: ±0.1 mm Tighter tolerances reviewed case by case |
| Surface Finish |
As specified by customer Anodizing for aluminium Chemical cleaning for brass Mandatory washing for steel Additional finishes via partners |
| Inspection & Documentation |
Vernier / digital calipers, height gauge, Go/No-Go gauges, thread gauges Material test reports / mill heat certificates on request CMM and profile inspection via partners |
| Production Volume |
Prototype / sample before batch (1–10 pcs) Medium and repeat OEM production preferred Standalone very small CNC orders (10–50 pcs only) not supported |
| Drawings Accepted | STEP (3D) + PDF preferred DXF / DWG for simple parts |
| Tooling Ownership | All tooling and fixtures are customer-owned Tooling is never reused for other customers |
Our Recent OEM Custom CNC Machined Parts Production

Custom EN31 Steel CNC Turned Shaft
Material: EN31 Steel
Overall Length: 21.78"
Body Diameter: Ø1.52"
Head Style: Cylindrical head with machined side window
Head Length: 3.00"
Chamfer / Taper: 45° taper at head end
Manufacturing Process: CNC turning followed by cross-drilling machining
OEM long CNC-turned EN31 steel shaft with a stepped profile and pointed end, manufactured using precision CNC turning for heavy-duty testing applications requiring high strength and wear resistance.

CNC Milled Bronze Part for OEM Applications
Material Grade: G-CuAl11Fe4Ni4
Material Type: Cast nickel-aluminum bronze (Cu-Al-Fe-Ni alloy)
Manufacturing Process: CNC milling, drilling, deburring.
Overall Width: 58 mm
Overall Height: 31 mm
Part Thickness: 10 mm
Center Height of Holes: 22 mm
Upper Shoulder Height: 15 mm
Hole Center Distance: 37 mm
Mounting Holes: 2 × Ø8 mm through holes
Lower Holes: 2 × Ø4.40 mm holes
Side Step: 4.3 mm
CNC-milled bronze component with drilled mounting holes and a precision machined profile, manufactured using high-accuracy CNC milling for OEM mechanical and industrial assemblies.

OEM CNC Milled Aluminum Mounting Bracket
Material: Aluminum
Main Bore: Ø20 mm H7 precision machined
Threading: 4 × M5 mounting threads + 2 × M5 additional threads
Geometry: 45° internal feature with R3 radius
Dimensional Control: Bore tolerance ±0.02 mm, flatness and parallelism 0.02 mm
Edge Condition: 0.3 × 45° chamfer
Finish: Black anodized
Custom CNC-milled aluminum mounting bracket with a precision bore and black anodized finish, manufactured using precision CNC machining for reliable OEM mounting applications.

Custom Brass CNC Turned Part Sleeve for OEM Applications
Material Grade: Brass CuZn40Pb2
Manufacturing Process: CNC turning, grooving, chamfering, deburring
Overall Length: 44.5 mm
Largest Flange Diameter: Ø38 mm
Shoulder Diameter: Ø34.5 mm
Internal Bore: Ø20 mm
Barb Width: 3.3 mm
Groove Width: 1.2 mm
Barb Section Length: 35 mm
Flange Thickness: 5 mm
Edge Chamfer: 1.5 × 45°
Brass CNC-turned component sleeve with a stepped body and precision-machined flange, produced using high-precision CNC turning for custom OEM mechanical applications.

OEM Copper CNC Turned Part Sleeve for Mechanical Assemblies
Material: Copper
Manufacturing Process: CNC turning, drilling, grooving, chamfering, deburring
Overall Length: 0.490 in
Largest Outside Diameter: Ø0.3555 in
Main Body Diameter: Ø0.335 in
Stem Diameter: Ø0.252 in
Reduced Section Diameter: Ø0.270 in
Internal Bore: Ø0.162 in
Counterbore Depth: 0.232 in
Body Length: 0.405 in
Chamfer: 0.012 × 45°
OEM CNC-turned copper sleeve with a stepped profile and precision internal bore, manufactured using precision CNC turning and used as a custom sleeve component in mechanical and industrial assemblies.

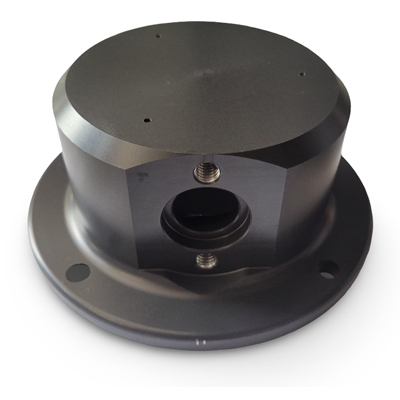
Large Custom CNC Machined Aluminum Component for OEM Use
Material: Aluminum 6061-T6
Manufacturing Method: CNC turning and milling.
Finish: As-machined natural aluminum surface
Overall Outside Diameter: Ø6.70 in (170.18 mm)
Overall Height: 2.860 in (72.64 mm)
Overall Width: 4.375 in (111.13 mm)
OEM CNC machined aluminum component manufactured using combined turning and milling operations, featuring precision boring and drilled holes, produced with high-precision CNC machining for accurate OEM assembly requirements.
Our Custom CNC Machining Service & Processes
We perform custom CNC machining operations according to parts geometry, material, tolerance, and drawings requirements. CNC turning, milling, boring, reaming, tapping, internal threading, external threading, chamfering, grooving, and parting according to parts requirements and drawing.
CNC Turning
We perform CNC turning for round and cylindrical turned components. CNC turning typically 5 mm to 180 mm outer diameter. Common CNC turning parts we make include shafts, bushings, sleeves, spacers, flanges, hose nipple, adapters, and similar CNC turned parts
CNC Milling
CNC milling is used to machine flat surfaces, slots, pockets, holes, and profiles. Most milling work is performed using 3-axis and 4-axis machining for prismatic parts. 4-axis: indexed multi-face components. CNC milling parts such as milled brackets, blocks, plates, etc.
5-Axis Positioning & Secondary Operations
Parts that require both turning and milling are processed in multiple steps. Turning is usually completed first, followed by milling operations in a separate setup.
4-axis machining is mainly used for indexed operations where parts are rotated and machined in steps. 5-axis machining is supported for positioning and multi-face access, not for complex simultaneous contour machining.
Typical machining tolerance for standard CNC parts is ±0.1 mm, depending on material and feature geometry.
Post machining operations are used where required after CNC machining.
Post-Machining Operations
- Deburring
- Surface Finishes (Bead Blasting, Polishing, anodizing, plating, powder coating, etc)
- Heat Treatment
- Laser Marking
- Cleaning
- Assembly
Materials Supported for CNC Machining
Materials are selected strictly as per customer drawing and specification. As an OEM component manufacturer, we machine industrial grades used in regular production.
Aluminum Alloys (6061, 6063)
Aluminum 6061 is used for general aluminum CNC machined components. 6063 is typically used for extruded profiles and non-load bearing parts. Common CNC aluminium parts include blocks, spacers, plates, and lightweight structural parts.
Stainless Steel (SS304, SS316, SS202)
We machine stainless steel grades including SS 304, SS 316, and SS 202. These grades are commonly used in CNC Stainless steel parts such as shafts, sleeves, fittings, couplings, and corrosion-resistant components.
Mild and Carbon Steel (EN8, EN1A, C45, IS 2062)
Mild and carbon steel grades such as EN8, EN1A, C45, and IS 2062 are commonly machined. Typical CNC steel parts include shafts, pins, spacers, support blocks, and general industrial components.
Brass and Copper Alloys (C36000, C26000, C11000)
Grades such as C36000, C26000, and C46400 are machined for brass turned parts and milled parts. Common CNC brass parts such as fittings, brass flanges terminals, connectors, and inserts.
Copper grades such as C11000 are machined for electrical and industrial components. Common CNC copper parts include terminals, connectors, contact parts, and solid copper blocks.
Bronze (PB1, SAE 660)
Bronze grades such as PB1 and SAE 660 are machined for selected applications. Typical CNC bronze parts include bushings, wear components, and bearing-related parts.
Plastics
Plastics are not CNC machined as standalone parts. Accessories such as O-rings, seals, washers, and gaskets are supplied through partners when required with metal components.
Raw material is sourced from approved external suppliers based on customer specifications and drawings.
Typical CNC Machined Parts We Produce
We manufacture CNC machined parts that are used as functional components in larger assemblies. These parts are custom-made and supplied for OEM production programs. All CNC machining parts are supplied with required finishing as per customer specification.
Common CNC machined parts include shafts, bushings, sleeves, spacers, and milled blocks. These components are typically used for alignment, support, rotation, or load handling in mechanical and electrical assemblies.
Electrical components such as neutral bars and terminals are produced from solid metal bars. Operations mainly include cutting, drilling, and threading based on customer drawings.
Parts are supplied as prototype samples, batch production, and repeat OEM components depending on project requirements. We do not supply standard catalog items.
Tooling and machining fixtures developed for CNC parts are dedicated to the customer and are not reused for unrelated projects.
CNC Machining Size and Capacity
We machine small to medium-sized CNC components based on part geometry, material, and machining requirements.
For CNC turning, CNC turned parts with outer diameters ranging from 5 mm up to 180 mm are supported. Turning length and feature complexity depend on part design and material.
CNC milling is used for compact to medium-sized CNC milled parts used in general industrial and OEM applications.
Machining capacity is reviewed on a case-by-case basis based on customer drawings and material specifications.
Machining is done to general industrial tolerances. Typical tolerance is ±0.1 mm unless otherwise specified on the drawing. Final tolerance capability depends on part design, material, and feature type.
Surface Finish and Post-Processing
All surface finishing and post-processing are carried out through qualified partner facilities. Parts are normally supplied with a finished and cleaned surface condition as specified by the customer.
CNC Aluminum parts are commonly anodized. Brass parts typically receive chemical cleaning to remove surface oxidation. Steel parts undergo mandatory washing and cleaning before dispatch.
Additional finishes such as powder coating, bead blasting, brushing, polishing, and plating are supported based on customer specifications. Finish type is selected according to part function and application.
Deburring and chamfering of machined edges are mandatory for all CNC machined parts. Laser marking for part identification is supported as a post-processing option.
CNC Parts Bulk Manufacturing, MOQ & Lead Times
We are a CNC parts bulk manufacturer and offer competitive prices for high-volume orders. Prototype parts are supported before full production. Typical sample quantity ranges from 1 to 10 pieces for testing and approval.
Small batch production is supported when it is part of a defined development and validation stage. Standalone low-volume production orders in the range of 10 to 50 pieces are generally not supported.
Our focus is on medium-volume and repeat CNC production for OEM customers. Blanket orders and scheduled repeat supplies are preferred.
High-volume CNC production is supported for repeat parts with stable designs and regular order schedules. Production volume is reviewed on a case-by-case basis based on drawings, material, and order frequency.
Lead time for sample development is approximately 10–15 days, but it depends on part geometry and complexity. For bulk orders, it is approximately 25–30 days, but it also depends on production volume and part geometry.
Inspection and Measurement Capability
Inspection is carried out at multiple stages to ensure parts meet drawing requirements. Dimensional checks are performed using vernier and digital calipers, height gauges, Go/No-Go gauges, and thread gauges.
Material verification is supported through material test reports and mill heat certificates provided by the raw material supplier, when required.
Basic dimensional inspection reports are provided on request. Profile inspection and CMM measurement are supported through qualified partner facilities when specified by the customer.
Inspection methods and reporting levels are defined based on drawing requirements and order scope.
Industries Served
As a CNC machining parts supplier and manufacturer, we supply custom CNC machining parts for a wide range of industries according to customer drawings and specifications.
Electrical and Power Equipment
We machine CNC components such as neutral bars , electrical terminals, threaded connectors, and contact blocks. These parts are used in electrical panels, power distribution systems, and equipment assemblies.
Industrial Machinery and Equipment
CNC machined parts include shafts, bushings, sleeves, spacers, flanges, and support blocks. These components are supplied for industrial machines and OEM equipment assemblies.
HVAC Systems and Equipment
We supply CNC parts such as shafts, bushings, flanges, couplings, and machined flare fittings. These components are used in HVAC units, fans, blowers, and related equipment.
Pipe Fittings and Fluid Handling Components
We make CNC turned parts such as brass and steel pipe fittings, threaded adapters, couplings, and flanges. These parts are used in fluid handling systems and piping applications. Parts are produced according to customer drawings for industrial fluid handling applications.
General OEM Industrial Components
Custom CNC machined parts are produced strictly as per customer specifications. These components are supplied for repeat OEM production across various industrial applications.
Custom CNC Order Process
1. The process starts with receipt of the RFQ and customer drawings. Drawings are reviewed and any technical clarifications are discussed before quotation.
2. A quotation is issued with pricing and indicative lead time. the customer issues a Purchase Order (PO). An order confirmation is issued before sample development.
3. A sample is produced when required before batch production.
4. After sample approval, CNC machining and secondary operations are carried out. Surface finishing and post-processing are performed when required.
5. CNC machined products undergo inspection based on drawing requirements and agreed inspection scope.
6. Final packing and dispatch are completed as per the confirmed shipping method.
CNC Machining Part FAQs
1. What file formats do you prefer for CNC machining RFQs?
We prefer STEP (3D) files along with PDF drawings. For complex CNC parts, a 3D file is mandatory. DXF and DWG files are also accepted for reference.
2. What information should be included in an RFQ?
A clear RFQ helps avoid delays during quotation. Please include material, quantity, surface finish requirement, delivery timeline, and drawings. Repeat or blanket quantity details are recommended when applicable.
3. Do you support prototype or sample production?
Yes, prototype or sample parts are supported before batch or full production. Typical sample quantities range from 1 to 10 pieces for testing and approval.
4. Do you accept very small CNC orders?
Standalone CNC orders with very low quantities such as 10–50 pieces are generally not accepted. One-time orders may be considered if the quantity and part scope are suitable for CNC production. Our focus is on repeat and medium-to-high volume OEM components.
5. How are surface finishes handled?
Surface finishing is applied strictly as per customer requirements. Finishing and post-processing are coordinated through qualified partner facilities.
6. Are inspection reports and material certificates available?
Yes, part inspection reports and material test reports are provided on request. Advanced inspection such as CMM measurement is supported through partner facilities when required.
7. Who owns tooling and fixtures developed for CNC parts?
All tooling and machining fixtures developed for a CNC part are owned by the customer. Tooling is never reused or shared with other customers.
8. How are drawing changes handled?
If the drawing changes, the quotation is revised accordingly. Any impact on pricing or lead time is communicated before production.
9. What shipping terms do you support?
Customer pickup is allowed. Standard Incoterms such as EXW, DAP, and DDP are supported based on agreement. Shipping responsibility and cost are defined at the time of order confirmation.
Request a CNC Machining Parts Quote
To request a CNC machining parts quotation, send your STEP (3D) file along with a PDF drawing and RFQ details.
Please include:
- Material specification
- Quantity requirement (one-time, repeat, or blanket order)
- Surface finish requirement
- Critical dimensions and tolerance requirements
- Required delivery timeline
- Shipping terms (EXW, DAP, or DDP)
Send your RFQ and drawings to receive a quotation with pricing and indicative lead time.





